高品质阀门专业制造商
全套工程阀门解决方案
服务热线: 021 - 58108666
平板闸阀是压井节流管汇的关键部件,通过其开关可控制钻井液的流向,实现管汇的功能。平行闸板阀在工作时,钻井液、原油、天然气等工作介质对阀有一定的腐忡和磨损。另外,阀启闭时阀板与阀座相接触的两密封面之间有相对滑动,在介质力作用下易产生擦伤,从而破坏密封性能,影响使用寿命。因而,阀的主要零部件包括阀座除具有较高的机械性能外,还应具有耐磨性和耐腐蚀性。
某厂大量生产采油(气)井口装置中的平行闸板阀,规格包括180mm Omm、小133mm×25mm、小106 mmx23 mm,材质为35CrMo合金结构钢,具有很高的静力强度、冲击韧性及较高的疲劳极限。平行闸板阀阀座表面原来采用乙炔一氧气气焊焊炬,手工添加焊粉的方式喷涂以满足硬度、耐磨性的要求,这种方式尽管能满足生产需要,但生产效率低,焊工劳动强度大,喷焊质量也无法保证。因而,考虑采用更为先进的等离子弧喷焊工艺。等离子弧速度较高(接近或超过音速),并且具有很高的热焓和传热率,所以喷涂效率、涂层的结合强度和致密度都高,显著地提高了涂层质量。同时,也提高了生产效率,降低了焊工劳动强度,改善了施焊者劳动条件。 2焊接工艺 等离子弧喷焊就是采用转移型等离子弧为主要热源,在金属基材表面喷焊合金粉末的方法。喷焊时采用Ni60焊粉。首先,将待喷焊阀座放人30 kW电阻炉内加热至400 ℃,保温30 min进行预热;然后将阀座放在工作台的三爪夹盘上,放平后夹紧,阀座孔 焊接工艺。内放人保护块,防止散出的焊粉进人夹爪的缝隙影响夹盘正常工作。考虑到喷焊层的厚度要求、阀座旋转时离心力及焊粉的经济性,将阀座加工成如图 1b所示的形式,既能节省焊粉,又能保证焊粉厚度

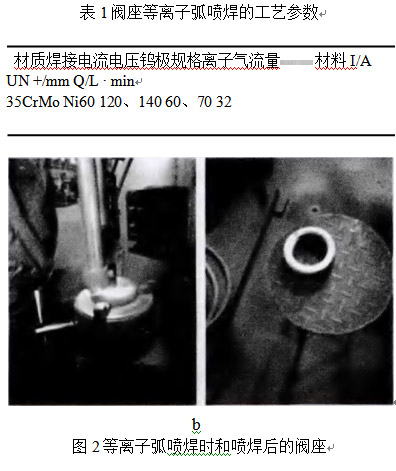
为了避免等离子弧高加热速度和温度产生的涂层剥落破坏的开裂、飞溅、滴流及其他不良影响,在任何加工形式时应仔细选择喷涂规范。等离子弧喷焊时的工艺参数如表1所示。等离子喷涂喷枪的功率40 kw,送粉方式为枪外送粉。另外,喷嘴到工件距离为1儺巧mm,工作台转速10、巧r/min等离子弧喷焊时和喷焊后的阀座外观如图2所示。
闸阀阀座喷焊结束后,放人400 ℃的电阻炉内保温 30 min,然后随炉冷却至巧0 ℃以下,放人保温箱,直至冷至室温后取出
用OLYMPUS-PME3金相显微镜(0M)和JSM弘5C 扫描电镜(SEM)对喷焊合金层进行显微组织观察和分析,如图3所示。用HR-150AT型光学洛氏硬度计测量喷焊合金层表面硬度

由图3a可知,结合层由两部分组成,即上方的喷焊合金层和下方的母材热影响区层。合金层组织主要呈枝晶生长状态,且枝晶细小;从图3b可看出
三个试样硬度分析结果如图4所示。由于镍基堆焊合金层存在较高的cr,会形成更多化合物相,且其组织细小均匀,硬度较高,满足耐磨性的要求。

生产实践证明,平行闸板阀阀座采用等离子弧喷焊工艺,与氧一乙炔气焊手工方式焊接工艺相比,不但喷焊层组织致密、显著提高了质量,而且改善了施焊者劳动条件,极大提高了生产效率,效果较好










































